실험실 벤치에서 공장으로
📍 현재 위치: 여정의 9번째 구간(총 21개) — 레시피가 작은 플라스크에서는 잘 작동합니다. 이제 거대한 탱크에서도 작동하게 만들어야 합니다.
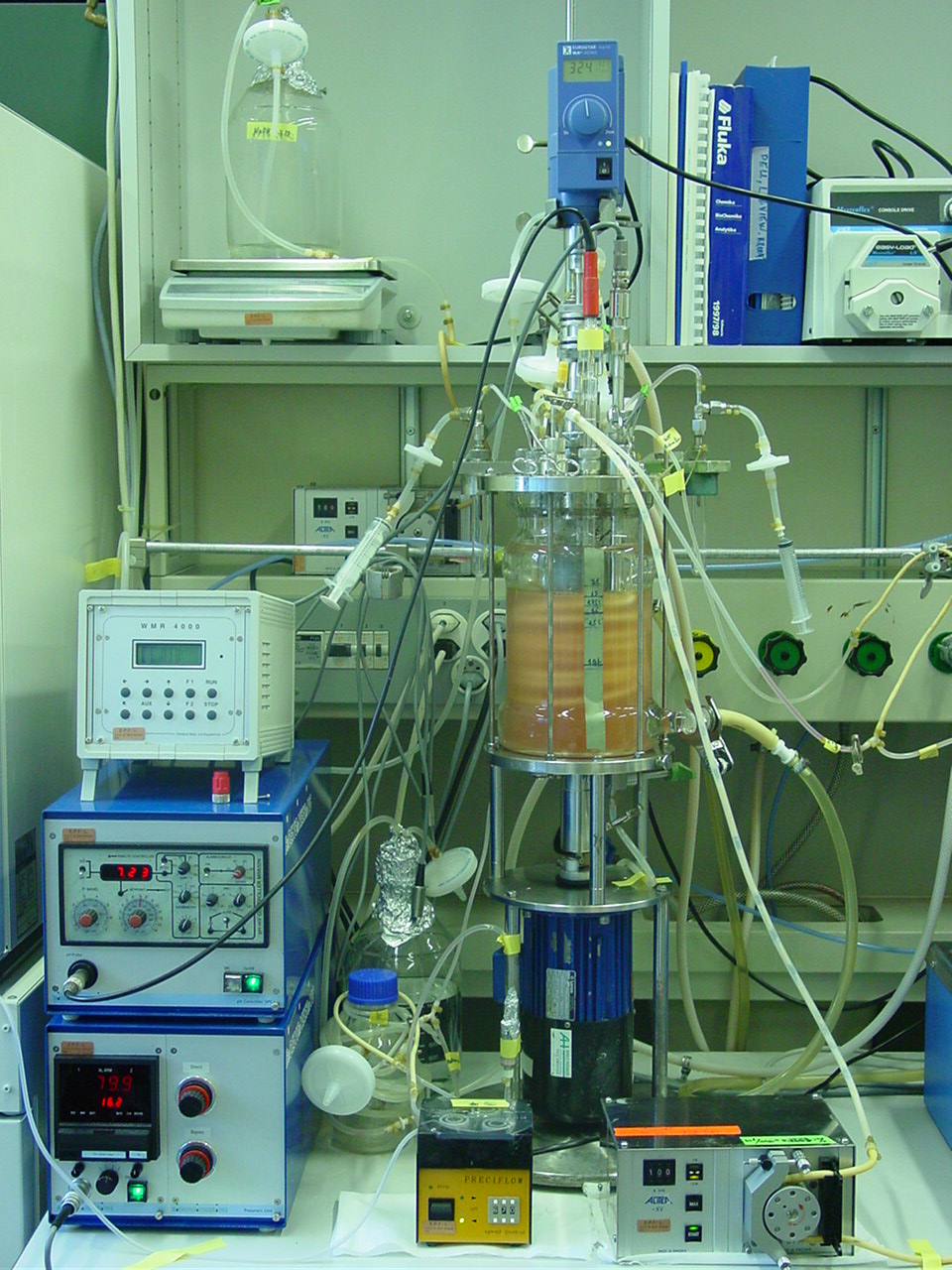 이런 벤치 스케일 바이오리액터에서 잘 작동하는 레시피를, 수백 배 더 큰 탱크에서도 똑같이 작동하도록 다시 설계해야 합니다. 그 변환이 바로 규모 확대와 기술 이전이 하는 일입니다.
벤치 스케일 바이오리액터. 이미지: Jonas Schenk, 퍼블릭 도메인, Wikimedia Commons.
이런 벤치 스케일 바이오리액터에서 잘 작동하는 레시피를, 수백 배 더 큰 탱크에서도 똑같이 작동하도록 다시 설계해야 합니다. 그 변환이 바로 규모 확대와 기술 이전이 하는 일입니다.
벤치 스케일 바이오리액터. 이미지: Jonas Schenk, 퍼블릭 도메인, Wikimedia Commons.
과학자들에게는 작동하는 레시피가 있습니다. 공장 역할을 하는 세포를 키워 작은 유리 플라스크 안에서 항체(antibody)를 만들 수 있습니다. 하지만 플라스크 한 개는 약 250 mL — 탄산음료 캔 하나보다도 적습니다. 수천 명의 환자에게 쓸 약을 만들려면 작은 자동차만 한 탱크가 필요합니다. 레시피를 작은 규모에서 거대한 규모로 키우는 일을 규모 확대(scale-up)라고 하고, 그것을 공장에 넘겨주는 일을 기술 이전(tech transfer)이라고 합니다.
할머니의 쿠키 레시피를 떠올려 보세요. 할머니가 부엌에서 한 판을 구울 때는 완벽합니다. 그런데 이제 어느 공장이 하루에 백만 개의 쿠키를, 전부 할머니 것과 똑같은 맛으로 만들고 싶어 합니다. 모든 숫자에 그냥 백만을 곱하고 잘되기를 바랄 수는 없습니다. 거대한 오븐은 열을 다르게 전달하고, 거대한 믹서는 다르게 휘젓습니다. 큰 기계에 맞게 레시피 전체를 다시 설계해야 합니다. 그리고 다른 도시에 있는 낯선 사람이 똑같은 쿠키를 구워낼 만큼 정밀하게 적어 두어야 합니다.
이 장에서 다루는 내용
이 장은 약을 실험실에서 꺼내 진짜 공장으로 들여보내는 일의 두 절반을 따라갑니다. 먼저 규모 확대(scale-up)입니다. 살아 있는 세포가 거대한 탱크를 플라스크와는 완전히 다르게 경험하는 이유, 그리고 엔지니어가 다시 균형 잡아야 하는 진짜 물리학 — 산소 전달, 혼합, 전단(shear) — 을 다룹니다. 그다음 기술 이전(tech transfer)입니다. 개발팀이 제조 부서에 넘기는 꾸러미에 정확히 무엇이 들어가는지, 그리고 그것을 규율하는 규제 규칙을 살펴봅니다. 그 과정에서 실제 장비 공급사, 엔지니어가 실제로 추적하는 숫자, 고전적인 배치(batch) 방식의 현대적 대안인 연속/관류(perfusion) 방식, 교훈을 주는 실패 사례, 그리고 모든 단계가 어떻게 배치 기록서(batch record)에 적히는지를 만나게 됩니다. 이 장을 마치면, 유망한 과학 프로젝트가 진짜로 반복 가능하고 안전한 제품이 되느냐를 바로 이 한 단계가 결정한다는 사실을 이해하게 될 것입니다.
실제로 일어나는 일
플라스크 안의 살아 있는 세포와 거대한 탱크 안의 세포는 아주 다른 세상을 마주합니다. 숫자를 단순히 곱할 수는 없는데, 탱크가 커지면 세 가지가 달라지기 때문입니다 [1]. 배양액이 얼마나 빨리 섞이는지, 산소가 얼마나 빨리 녹는지, 그리고 액체가 세포를 얼마나 세게 찢는지입니다. 공정 개발 팀이 가장 먼저 다시 균형 잡아야 하는 물리학은 산소입니다.
 규모 확대의 도전 과제: 산소, 혼합, 전단. 왼쪽 플라스크는 균일한 조건을 이루지만, 오른쪽의 큰 탱크는 깊이에 따라 산소 농도가 달라지고, 혼합 전선이 느리게 퍼지며, 임펠러 근처에서 전단이 높습니다.
저자가 AI의 도움을 받아 직접 제작한 그림입니다.
규모 확대의 도전 과제: 산소, 혼합, 전단. 왼쪽 플라스크는 균일한 조건을 이루지만, 오른쪽의 큰 탱크는 깊이에 따라 산소 농도가 달라지고, 혼합 전선이 느리게 퍼지며, 임펠러 근처에서 전단이 높습니다.
저자가 AI의 도움을 받아 직접 제작한 그림입니다.
규모에 따른 산소 전달과 kLa 도전 과제
세포도 우리처럼 산소로 숨을 쉽니다. 엔지니어는 탱크가 액체 속에 산소를 얼마나 빨리 녹일 수 있는지를 부피 산소 전달 속도(volumetric oxygen transfer rate, kLa)라는 숫자로 측정하며, 단위는 "시간당"(h⁻¹)입니다. "시간당" 속도인 까닭은, 그것이 산소의 양이 아니라 산소가 액체로 들어가는 얼마나 빠른지(숫자가 클수록 더 빠르게 채워짐)를 나타내기 때문입니다. 큰 탱크는 기포 표면 1리터당 액체가 훨씬 많아서 — 똑같은 기체 유량이 훨씬 많은 브로스에 퍼지면 1리터마다 산소를 공급할 기체-액체 기포 면적이 비례적으로 적어집니다 — 플라스크를 산소로 가득 채우던 똑같은 부드러운 기포로는 규모가 커지면 부족합니다. 엔지니어는 모든 세포에 산소를 공급할 만큼 kLa를 충분히 높게 유지하기 위해 스파저(sparger, 기체 주입구)와 임펠러(impeller)를 다시 설계해야 합니다 [1].
문제는 kLa가 레시피의 고정된 속성이 아니라는 점입니다. 그것은 특정 용기의 기하 구조에 달려 있습니다. 기체를 어떻게 불어넣는지, 기포가 얼마나 작은지, 액체 단위 부피당 교반 동력이 얼마나 가해지는지에 달려 있는 것입니다. 작은 용기에서 60 h⁻¹의 kLa를 보던 똑같은 배양이, 같은 기체 유량으로 공급되는 키 큰 생산 탱크에서는 훨씬 낮은 값을 볼 수 있습니다. 탱크가 커질수록 1리터당 기포 계면 면적이 무너지기 때문입니다(똑같은 기체 유량이 훨씬 많은 브로스에 퍼지면 1리터당 기체 유량이 더 낮아지므로, 기포가 1리터마다 산소를 공급할 기체-액체 표면을 훨씬 적게 만듭니다). 그래서 kLa는 종이 위에서 그대로 옮겨 갈 수 없고, 모든 규모에서 다시 측정하고 맞춰야 합니다. 엔지니어는 기체 빼기/기체 넣기(gas-out / gas-in) 용해 시험으로 그것을 직접 측정합니다. 배양액에서 용존 산소를 빼낸 뒤(보통 질소를 불어넣어), 다시 통기하면서 용존 산소 탐침이 얼마나 빨리 회복하는지를 지켜봅니다. 그 회복 곡선의 모양에서 kLa가 나옵니다.
간단한 예시를 들면 "무너진다"는 말이 구체적으로 와닿습니다. 2 L 용기는 주어진 스파지 유량에서 60 h⁻¹을 유지할 수 있지만, 똑같은 기체 유량을 2,000 L 탱크에 넣으면 kLa가 그 3분의 1 정도까지 떨어질 수 있습니다. 그 똑같은 기체 유량이 이제 브로스 1리터당 기포 표면을 훨씬 적게 만들기 때문입니다. 해결책은 단순히 기포를 더 많이 넣는 것(이는 전단을 높입니다)이 아니라, 잃어버린 전달 속도를 회복시키는 재설계된 스파저와 임펠러입니다. 요구치 자체는 세포에서 나옵니다. 산소 소비 속도(oxygen uptake rate, OUR)는 세포당 수요에 생존세포밀도(VCD, 브로스 1밀리리터마다 들어찬 살아 있는 세포의 수)를 곱한 값과 같으므로, 공급해야 하는 kLa는 배양이 얼마나 조밀하고 얼마나 굶주렸는지에 비례합니다. 바로 그래서 고밀도 관류는 유가식보다도 통기가 더 어렵습니다.
공급되는 산소는 기체 문제의 절반일 뿐입니다. 탱크가 커지면, 용존 이산화탄소를 제거하는 일이 O₂를 공급하는 일만큼 어려워집니다. 더 높은 액체 기둥과 더 낮은 비기체 유량이 CO₂를 잘 빼내지 못하므로, 용존 CO₂(pCO₂)가 쌓입니다. 이는 플라스크 규모에서는 아예 생기지 않는 문제입니다. 높아진 pCO₂(용존 CO₂의 분압으로, 단위는 mmHg이며, 흔히 약 100–150 mmHg를 넘으면 우려됩니다)는 pH를 떨어뜨리고 글리코실화(세포가 항체에 붙이는 당사슬 패턴 — 이 당들은 약이 어떻게 거동하고 몸이 얼마나 빨리 제거하는지에 영향을 주므로, 패턴이 바뀌면 품질과 안전의 문제가 됩니다)를 바꿀 수 있으며, 그것을 날려 보내는 데 쓰는 스파지(sparge)와 오버레이(overlay) 전략은 전단과 직접 맞바꿈 관계에 있습니다. 따라서 CO₂ 제거는 통기에 딸린 부차적 문제가 아니라 동등한 규모 확대 제약입니다.
핵심공정변수의 해부 — kLa 설정값
kLa 같은 규모 확대 변수는 꾸러미에 결코 벌거벗은 숫자로 적히지 않습니다. 그것은 핵심공정변수(critical process parameter, CPP)로 다뤄집니다 — 역가(titer)(항체가 얼마나 만들어지는가)나 응집체(aggregate) 수준(뭉친 항체가 얼마나 생기는가) 같은 측정 가능한 제품 속성, 곧 핵심품질특성(critical quality attribute, CQA)이 그것에 달려 있기 때문에 공장이 범위 안에 유지해야 하는 설정입니다(두 용어는 아래에서 온전히 풀어 설명합니다). 그것은 설계된 사양입니다. 정의, 단위, 측정 방법, 허용오차 대역이 붙은 설정값, 축소 모델에서 맞췄고 전체 규모에서 재검증했다는 증거, 그리고 — 결정적으로 — 그것이 존재하는 이유인 제품 품질과의 연결입니다. 아래 카드는 그러한 변수 하나를 해부합니다.
 kLa 같은 핵심공정변수는 단순한 숫자가 아니라 그 단위, 측정 방법, 허용오차가 붙은 설정값, 그리고 보호하는 CQA를 함께 담고 있습니다.
저자가 AI의 도움을 받아 직접 제작한 그림입니다.
kLa 같은 핵심공정변수는 단순한 숫자가 아니라 그 단위, 측정 방법, 허용오차가 붙은 설정값, 그리고 보호하는 CQA를 함께 담고 있습니다.
저자가 AI의 도움을 받아 직접 제작한 그림입니다.
이것이 바로 설정값이 2 L 벤치 용기에서 2,000 L 탱크까지의 여정을 살아남게 하는 구조의 수준입니다. 카드 위의 정확한 숫자(약 60 h⁻¹ 목표에 ±10 대역)는 예시일 뿐이며, 보편적인 것은 기록의 형태입니다. 이 같은 변수가 나중에 바이오리액터에서 실시간으로 읽힐 때, 그것은 태그가 붙고 타임스탬프가 찍힌 데이터 포인트가 됩니다 — 배치가 남기는 완전한 디지털 기록인 데이터 그림자(data shadow) 속 한 항목인 것입니다. 이는 2권의 자동화 및 제어 데이터와 데이터가 태어나는 곳의 주제이며, 3권 상류 바이오리액터 구현에서 실제로 배선되는 구체적인 센서 측정값입니다.
혼합 시간, 사각지대, 그리고 먹이 분배
플라스크에서는 모든 방울이 똑같습니다. 2,000 L 탱크에서는 신선한 먹이와 산소가 모든 세포에 닿는 데 더 오래 걸립니다. 용기 전체를 고루 섞는 데 걸리는 시간 — 혼합 시간(mixing time) — 은 플라스크의 1–2초에서 잘 설계된 생산 탱크의 수십 초(tens of seconds) 수준까지 늘어납니다. 그래서 바닥 근처의 세포는 잠시 먹이가 부족하거나 노폐물이 많은 구역에 갇힐 수 있습니다. (혼합 시간이 분 단위에 이른다면 그 자체가 용기 혼합이 불량하다는 경고 신호입니다.) 엔지니어링 목표는 먹이가 더해지고 소비되는 시간 척도에 비해 혼합 시간을 짧게 유지하는 것이며, 그래야 영양소 한 덩어리가 어느 세포도 극단을 겪기 전에 분산됩니다. 너무 약하게 저으면 일부 세포가 굶고, 너무 세게 저으면 세포가 다칩니다.
문제가 가장 첨예한 곳은 먹이 투입점(feed point)입니다. 농축 영양소는 헤드플레이트의 한 지점에서 더해지는데, 혼합이 느리면 그 먹이가 떨어지는 바로 그곳에 고삼투압(매우 농축된 — 짜고 단)·높은 pH 액체의 일시적 기둥이 흩어지기 전에 형성됩니다. 그 기둥을 통과하는 세포는 플라스크가 결코 가하지 않던 짧은 충격을 겪습니다. 엔지니어는 임펠러 설계와 먹이 위치로 이에 맞서며, 큰 탱크의 기울기가 GMP 현장이 아니라 축소 모델에서 — 발견되는 것이 아니라 — 특성화되도록 그것을 연구합니다.
전단력과 세포 내성 한계
전단이란 빠르게 움직이는 액체와 터지는 기포가 세포에 가하는 찢는 듯한 끌림입니다. CHO 같은 포유류 세포는 보호하는 세포벽이 없어 연약해서, 일반적으로 약 10 dynes/cm² 정도까지의 전단만 견딘 뒤부터 손상되기 시작합니다 [2]. 그 한계를 넘으면 세포가 터지면서 내용물을 쏟아내고 단백질 뭉침을 유발합니다. 탱크가 클수록, 그리고 더 빠르게 저을수록 이 균형은 까다로워집니다.
전단과 산소는 서로 반대 방향으로 당기는데, 이것이 규모 확대 딜레마의 핵심입니다. kLa를 높이는 가장 빠른 길은 더 세게 스파징하고 더 빠르게 젓는 것이지만, 둘 다 전단을 높입니다. 액체 표면에서 터지는 기포는 세포가 만날 수 있는 가장 손상이 큰 전단 사건 중 하나입니다. 손상은 국소 에너지 소산 속도에 비례하는데, 표면에서 터지는 기포는 부드러운 벌크 흐름보다 수십~수백 배 높은 일시적 소산 속도를 만들어 냅니다. 바로 이 때문에 사실상 모든 CHO 공정은 배지에 Pluronic F-68(poloxamer 188)을 첨가합니다. 이 계면활성제가 세포를 코팅해 기포에 달라붙지 못하게 막아, 스파지 관련 사멸을 크게 줄입니다. 그래서 엔지니어는 늘 제약 조건이 걸린 문제 — 충분한 산소, 충분히 부드러운 취급 — 를 풀고 있으며, 탱크가 커질수록 안전한 창은 좁아집니다.
규모 확대 사다리와 경험적 정합
혼합, 산소, 전단이 모두 크기에 따라 달라지기 때문에, 팀은 사다리를 한 칸씩 오르며 더 큰 규모로 가기 전에 각 단계에서 레시피를 시험합니다. 파일럿 규모(pilot scale) — 중간 크기의 실증 플랜트 — 에서는, 예컨대 2,000 L 탱크를 무릅쓰기 전에 50–200 L에서도 레시피가 여전히 잘 작동함을 입증합니다. 아래 그림은 그 사다리를 단계별로 보여 줍니다.
 규모 확대 사다리: 각 단계는 다음 단계로 가기 전에 다시 입증되며, kLa, 혼합 시간, 전단이 매 단계에서 다시 정합됩니다(대역은 예시).
저자가 AI의 도움을 받아 직접 제작한 그림입니다.
규모 확대 사다리: 각 단계는 다음 단계로 가기 전에 다시 입증되며, kLa, 혼합 시간, 전단이 매 단계에서 다시 정합됩니다(대역은 예시).
저자가 AI의 도움을 받아 직접 제작한 그림입니다.
핵심 개념은 기하학적 확대가 아니라 경험적 정합(empirical matching)입니다. 모든 치수를 비례적으로 키운다고 물리학이 따라오리라 기대할 수는 없습니다. 부피, 표면, 동력, 전달 속도 사이의 관계는 비선형이기 때문입니다. 대신 엔지니어는 규모를 가로질러 일정하게 유지할 양 하나를 골라, 큰 용기가 그것에 맞을 때까지 조정합니다. 통상적인 선택지는 세 가지인데, 이들은 서로 충돌합니다 — 한 번에 하나만 일정하게 유지할 수 있으며, 바로 그래서 규모 확대는 늘 공식이 아니라 절충입니다.
| 이것을 일정하게 유지 | 이럴 때 고른다… | 통상 대역 |
|---|---|---|
| 단위부피당 동력(P/V) — 기본값 | 혼합과 kLa를 함께 균형 잡고 싶을 때 | 포유류 공정 전반에 걸쳐 약 20–250 W/m³ |
| 임펠러 끝단속도(tip speed) | 전단이 한계 요인일 때 | 세포의 전단 내성 아래 머물도록 정합 |
| kLa | 배양이 산소 제한일 때 | 예: 약 60 h⁻¹, 직접 정합 |
20–250 W/m³ 수치는 한 공정의 허용오차 대역이 아니라 서로 다른 공정들에 걸친 범위입니다 — 배양마다 그 안의 서로 다른 지점에 자리 잡습니다. 축소 모델은 실험을 거꾸로 돌립니다. 작은 바이오리액터를 일부러 디튜닝해 생산 탱크의 기울기와 전단을 재현하게 하여, 어떤 GMP 물질도 위험에 빠지기 전에 대규모 공정을 값싸고 안전하게 연구할 수 있습니다. 그 모델은 단순한 편의가 아닙니다. 그 데이터가 관리 전략을 뒷받침할 수 있으려면, 먼저 (ICH Q11과 A-Mab 사례 연구에 따라 실제 규모 공정을 대표함이 통계적으로 입증된) 자격검증(qualified)을 공식적으로 받아야 합니다. 규제 당국은 자격검증되지 않은 모델의 특성화 데이터를 거부합니다. 안전한 범위를 정의하는 바로 그 DoE 데이터로 소프트 센서(soft sensor) — 탱크가 이미 갖춘 값싼 탐침에서 측정이 어려운 양(예: kLa나 역가)을 예측하는 모델 — 를 학습시킬 수도 있어서, 변수를 손으로 다시 측정하는 대신 규모 사이에서 추론하거나 최적화할 수 있습니다. 5권은 바로 그 아이디어를 규모 사이를 건너가는 모델에서 발전시킵니다.
일을 해내는 기계들
규모 확대는 추상적인 것이 아닙니다. 구체적이고 이름이 붙은 장비 위에서 이뤄집니다. 실험실과 파일럿 공간에서는 자토리우스 바이오스타트(Sartorius Biostat)와 B. 브라운(현 자토리우스) 바이오스타트 B(B. Braun, now Sartorius, Biostat B) 같은 제어형 벤치톱·파일럿 바이오리액터가 약 1–10 L를 담으며, 과학자가 온도, pH, 용존 산소, 교반 속도를 정밀하게 맞춥니다. 부드러운 종균(seed) 단계 성장에는 사이티바 웨이브(Cytiva WAVE) 바이오리액터(보통 수 리터에서 약 200 L까지) 같은 흔들이 방식 백을 쓰는데, 휘젓는 대신 백을 부드럽게 흔들어 섞으므로 전단이 낮게 유지됩니다. 부피가 생산 규모까지 올라가면 팀은 큰 교반 탱크식 바이오리액터를 사용합니다. 전통적인 스테인리스강이거나, 팔(Pall), 서모피셔(Thermo Fisher), 마이스너(Meissner) 같은 공급사가 만든 사전 멸균 플라스틱 백을 중심으로 구성된 일회용(single-use) 시스템이며, 일회용 바이오리액터 한 대당 작업 부피는 흔히 약 2,000 L까지 올라갑니다.
핵심적인 차이가 하나 있습니다. 일회용 장비는 멸균 상태로 배송되므로, 배치마다 강철 용기를 세척하고 재검증하는 수고 없이 깨끗한 1차 격리(primary containment)를 제공합니다.
"일회용이면 검증이 필요 없다"는 오해다. 사실은 그렇지 않다. 모든 튜빙 연결(connection), 용접, 이송 단계는 여전히 검증된 무균 기법으로 이뤄져야 하고, 많은 공정 연결은 여전히 접합부의 스팀 멸균(steam-in-place, SIP)에 의존합니다. 일회용은 한 종류의 세척 부담을 없애 줄 뿐, 조립체가 무균을 유지한다는 사실을 입증할 필요까지 없애 주지는 않습니다.
"크다"는 게 얼마나 큰가 — 상업 규모
승인된 항체 대부분은 유가식 배양(fed-batch culture)으로 만들어집니다. 세포를 닫힌 탱크에서 키우면서 농축 영양소를 주기적으로 먹이고, 마지막에 배치 전체를 수확합니다. 전형적인 CHO 세포 유가식 배양은 수확 전까지 약 12–21일 걸립니다 [3]. 상업용 유가식 탱크는 단 하나의 고정된 "표준" 크기가 아니라, 제품 수요에 따라 대략 500 L에서 20,000 L까지 넓은 범위에 걸쳐 있습니다. 수요가 적은 바이오의약품은 가장 큰 탱크가 결코 필요 없을 수도 있고, 대형 베스트셀러 항체는 그 범위의 위쪽으로 밀려 올라갑니다 [3].
먼저 팀은 엔지니어링 런(engineering run)을 합니다. 판매할 약을 만드는 것이 아니라 장비와 단계를 시험하는 것이 목적인 연습 배치입니다. 여기서의 실수는 값싼 교훈입니다. 엔지니어링 런이 드레스 리허설이라면, GMP 런은 개막 공연 — 실제로 환자에게 줄 수도 있는 첫 배치 — 입니다. 연습 배치가 매끄러워지면 GMP 런(GMP run)으로 전환합니다. 이 배치들은 cGMP(current Good Manufacturing Practice, 현행 우수 의약품 제조관리기준) — 모든 배치가 안전하고 일관되며 동일함을 보장하는, 엄격하고 지속적으로 갱신되며 문서화된 규칙 — 아래에서 만들어집니다. 이 cGMP 배치들이 임상시험(clinical trial), 즉 약을 자원자에게 시험하는 세심하게 통제된 연구에 쓰일 실제 물질을 만듭니다.
기술 이전 꾸러미: CPP, CQA, 그리고 관리 전략
일의 나머지 절반은 기술 이전(tech transfer)입니다. 개발팀은 검증된 공정 전체를 상세한 문서철로 꾸려 제조 사이트에 넘깁니다. 실제 기술 이전 꾸러미는 레시피 카드를 훨씬 넘어서며, 보통 다음을 담습니다 [5].
- 핵심공정변수(critical process parameters, CPP) — 정해진 범위 안에 머물러야 하는 설정값(온도, pH, 용존 산소, 먹이 공급 시점, 교반 속도)으로, 각각 설정값 ± 허용오차(setpoint ± tolerance)가 붙습니다.
- 핵심품질특성(critical quality attributes, CQA) — 그 CPP들이 지키려고 존재하는 제품 속성(순도, 응집, 글리칸, 효력).
- 관리 전략(control strategy) — 각 CPP를 그것이 보호하는 CQA에 명시적으로 연결해, 공장이 모든 숫자가 왜 중요한지 알게 함.
- 실험 계획법(design of experiments, DoE) 결과 — 변수들이 어떻게 상호작용하고 안전한 운전 범위가 어디인지를 매핑한 구조화된 실험.
- 축소 모델(scale-down model) 데이터 — 큰 탱크를 일부러 흉내 내도록 맞춘 작은 바이오리액터로, 대규모 공정을 값싸게 연구하는 데 사용.
- 세척 검증(cleaning validation, CIP) — 정치 세척(clean-in-place) 절차가 배치 사이에 잔류물을 남기지 않음을 입증.
이것은 정확히, 업계의 표준 사례 연구인 A-Mab이 제시하는 구조화된 QbD 방식 꾸러미이며 [5], ICH Q11이 기대하는 것입니다. ICH Q11은 바이오 의약품 원료의약품(drug substance) 공정과 그 관리 전략이 이전될 때 어떻게 개발·문서화·정당화되어야 하는지를 정의합니다 [6]. 잘 해내면, 공장은 바로 첫 시도에 공정을 그대로 재현합니다.
기억해 둘 만한 한 문장 규칙: CPP는 당신이 설정하는 손잡이(knob)(범위 안에 유지해야 함)인 반면, CQA는 당신이 측정하는 제품 속성입니다 — 관리 전략은 각 손잡이를 그것이 보호하는 품질에 연결한 문서화된 배선일 뿐입니다. 그 손잡이들은 헤드플레이트 위의 구체적인 제어 루프입니다. 용존 산소 설정값(보통 공기 포화의 3040%)은 먼저 교반을 올리고 그다음 스파지와 산소 농축을 여는 캐스케이드로 유지되며, pH(CHO의 경우 보통 약 6.87.2)는 CO₂ 스파지로 낮추고 염기 첨가로 높입니다. 관리 전략은 연결 조직입니다. 각 CPP — kLa, 용존 산소 설정값, pH, 온도, 먹이 공급 일정, 교반 — 는 그것이 방어하는 특정 CQA에 매핑됩니다. 그 매핑이 바로 어떤 변수가 "핵심"이라는 말을 얻는 이유입니다. 그 "CPP가 CQA를 보호한다"는 연결 하나하나는 유형이 붙은 관계(typed relationship) — 4권이 공정과 제품의 클래스와 분류 체계 위에서 runs-on·derived-from 계보로 형식화하는 관계와 계보의 한 명명된 기계 판독 가능 에지 — 이기도 합니다. 그것은 또한 공정 전체를 하류 데이터 시스템이 읽을 수 있게 만드는 것이기도 합니다. 관리 전략이 일단 변수와 그 한계를 지정하면, 그 변수는 자동으로 태그·기록·추세화될 수 있고 — 오픈소스 참조 아키텍처의 구체적인 한 행으로 자리 잡으며 — 이는 같은 정보가 3권의 맥락화(contextualization) 계층에서 어떻게 맥락화되고 저장되는지로 이어지는 다리입니다.
지금까지 우리는 큰 탱크를 플라스크와는 다른 세상으로 만드는 세 가지 물리학 제약 — 산소 전달(kLa), 혼합 시간, 전단 — 과, 팀이 각 단계에서 한 가지 기준을 일정하게 유지하며 규모 확대 사다리를 오르는 방식을 보았습니다. 또한 개발팀이 실제로 무엇을 넘기는지도 보았습니다. CPP, CQA, 그것들을 잇는 관리 전략, DoE 및 자격검증된 축소 모델 데이터, 그리고 세척 검증으로 이뤄진, 모두 ICH Q11이 규율하는 꾸러미입니다. 물리학과 서류를 손에 쥐면, 무엇이 걸려 있는지가 또렷해집니다.
왜 중요한가
규모 확대를 서두르면, 큰 탱크 안의 세포가 플라스크와 다르게 행동합니다. 항체를 더 적게 만들 수도 있고, 환자의 몸이 반응할 수 있는 약간 다른 항체를 만들 수도 있습니다. 부실한 기술 이전도 그만큼 위험합니다. 변수 하나라도 잘못 적히거나 빠지면 공장 배치가 실패할 수 있고, 이는 몇 달과 수백만 달러를 낭비하거나, 더 나쁘게는 안전하지 않은 약을 사람에게 가는 길에 올려놓을 수 있습니다.
규모 확대가 실패할 때: 실제 일탈 사례
구체적으로 일이 어떻게 잘못되는지 봅시다. 어느 규모 확대 팀이 2,000 L에서 임펠러 속도를 살짝 너무 거세게 잡아 전단이 그 약 10 dynes/cm² 한계를 넘어섰다고 해 봅시다. 또는 나이를 잘못 맞춘 세포(지나치게 늙은 접종원(inoculum), 이는 성장이 다시 시작되기 전 지체기를 늘립니다)를 옮겼다고 해 봅시다. 어느 쪽 실수든 항체 역가(titer)를 쉽사리 수십 퍼센트나 떨어뜨릴 수 있고(예시일 뿐 측정된 상수가 아닙니다), 스트레스를 받아 터진 세포가 내용물을 방출하면서 응집체 수준을 치솟게 할 수 있습니다. (두 실수는 서로 다른 기전으로 작용합니다 — 과령 접종원은 지연기를 늘리고, 임펠러 전단은 세포를 용해시킵니다 — 그래서 둘은 서로 교환 가능하지 않으며 같은 규모의 손실을 내지도 않습니다.) 이런 종류의 유체역학적 세포 손상은 바로 전단 민감성 문헌이 특성화하는 대상입니다 [2].
실패를 기전 차원에서 추적해 봅시다. 지나치게 거센 교반은 두 가지 방식으로 동시에 손상을 입힙니다. 임펠러 끝단의 고속 흐름이 세포의 전단 내성을 넘어서고, 산소 수요를 따라잡기 위해 필요한 더 거센 스파징이 액체 표면에서의 기포 터짐 사건 — 세포벽이 없는 포유류 세포에게 단일하게 가장 치명적인 전단 환경 — 을 배가시킵니다 [2]. 터진 세포는 세포 내 효소와 숙주세포 단백질을 배양액에 쏟아냅니다. 방출된 내용물과 살아남은 세포에 가해진 기계적 스트레스는 둘 다 제품이 잘못 접히고 응집체(aggregate)로 뭉치도록 몰아갑니다. 그래서 잘못 설정된 변수 하나가 두 가지 복합 실패를 낳습니다. 더 적은 약(역가 저하, 건강한 생산 세포가 줄기 때문)과 더 나쁜 약(응집체 증가, 안전과 관련된 CQA)입니다. 똑같은 물리학이 출판된 규모 확대·전단 손상 문헌 전반에 기록되어 있으며, 바로 그래서 유체역학적 세포 손상은 나중에 생각할 거리가 아니라 1차 설계 제약으로 다뤄집니다 [1][2]. 배치는 폐기해야 할 수도 있습니다. 이 모든 것이 누구도 규모에서 재검증하지 않은 변수 하나에서 비롯됩니다. 바로 여기가 유망한 과학 프로젝트가 진짜로 반복 가능하고 안전한 제품이 되는 다리이며, 꾸러미 속 모든 숫자를 하중을 지탱하는 부재처럼 다루는 이유입니다.
현장에서는
기본이 되는 상업 경로는 유가식 배양(fed-batch culture)을 큰 스테인리스강 또는 일회용 탱크 — 세포가 작동 수명을 보내는 생산 바이오리액터 — 까지 규모 확대한 뒤, 프로테인 A(Protein A) 플랫폼으로 항체를 포획(capture)하는 방식입니다 — 이는 브로스에서 항체를 붙잡는 표준 첫 포획 단계입니다(포획 크로마토그래피 참조). 프로테인 A 레진은 비싸지만 항체를 높은 특이성으로 결합하기 때문에 효과적이며, 그 동적 결합 용량(dynamic binding capacity, DBC) — 레진 1 L가 흐름 하에서 붙잡을 수 있는 항체의 양 — 은 현대 매질에서 대략 40–80 g/L 레진까지 올라왔습니다(1세대 레진은 10–20 g/L밖에 못 잡았습니다). 그 규모를 키우는 일은 정말로 어렵고, 그래서 엔지니어링 런과 cGMP 런의 사다리가 존재합니다 [3].
집약 대안으로서의 관류와 연속 공정
현대의 떠오르는 접근은 집약화(intensified)·연속(continuous) 공정으로 규모 확대를 더 부드럽게 만듭니다. 거대한 탱크 하나 대신, 시설은 점점 더 관류(perfusion)를 이용해 작은 바이오리액터를 연속으로 운영합니다. 신선한 배지가 계속 흘러 들어오고 다 쓴 배지(제품 포함)가 끊임없이 흘러 나가는 동안, 접선 흐름 여과(tangential flow filtration, TFF) 장치가 세포를 용기 안에 붙잡아 둡니다. 노폐물이 끊임없이 쓸려 나가고 제품이 연속으로 수확되므로, 관류 배양은 훨씬 높은 세포 밀도 — 대략 50~100 × 10⁶ 생존세포/mL, 반면 기존 유가식 배양의 정점에서는 약 5~20 × 10⁶ 세포/mL — 에 도달합니다. 그래서 훨씬 작은 용기가 거대한 배치 탱크의 산출량에 맞먹으면서도 공정 변동성을 부드럽게 줄일 수 있습니다 [4]. 한 실제 산업 사례 연구는 N-1 관류 종균 단계와 집약화된 일회용 공정을 더하면 통상적인 유가식 기준 대비 부피 생산성이 크게 올라감을 보여 주었습니다 [4]. 하지만 그 집약도가 공짜는 아닙니다. 관류 운전은 탱크 크기를 세포 보유 장치(ATF 또는 TFF 막)와 맞바꾸는데, 이 장치는 30~60일 캠페인에 걸쳐 서서히 막히고, 훨씬 많은 배지 부피를 소모하며, 긴 기간 동안 더 큰 오염 노출과 함께 더 엄격한 정상 상태 제어를 요구합니다. 오늘날 승인된 mAb는 여전히 유가식이 지배적이며, 연속/집약화는 이 분야가 나아가고 있는 방향입니다.
어느 경로를 택하든, cGMP는 모든 단계를 배치 기록서(batch record)에 실시간으로 문서화할 것을 요구합니다. 작업자는 배치가 진행되는 동안 각 변수를 그 설정값 ± 허용오차에 대비해 기록합니다. 어떤 값이 한계를 벗어나면, 그것은 공식적인 일탈(deviation) — 배치가 출하되기 전에 문서화된 근본 원인과 시정 조치를 갖춰 기록·조사되는 사건 — 을 촉발합니다. 이 기록들은 ALCOA+라는 약어로 요약되는 데이터 무결성 기준을 지켜야 합니다 — 모든 항목은 귀속 가능(Attributable)·판독 가능(Legible)·동시 기록(Contemporaneous)·원본(Original)·정확(Accurate)해야 하며, "+"는 완전·일관·영속·가용을 더합니다. 배치 기록서가 — 점점 더 그렇듯이 — 전자 기록일 때, 그것을 담는 시스템은 21 CFR Part 11(전자 기록과 전자 서명에 관한 미국 규정)과 그 EU 대응 규정인 Annex 11의 적용을 받고, 소프트웨어 자체도 제 역할을 한다는 것을 입증하도록 검증되어야 합니다. 2권은 이 셋을 깊이 있게 다룹니다: 데이터 무결성과 ALCOA+, Part 11과 Annex 11, 그리고 무거운 컴퓨터 시스템 검증(CSV)에서 위험 기반 컴퓨터 소프트웨어 보증으로 옮겨 가는 현대적 전환을 다루는 컴퓨터화 시스템 검증. 그 관리 한계의 논리는 분석과 제형에서 정의한 분석 시험법으로 곧장 거슬러 올라갑니다. 어떤 변수가 "핵심"인 까닭은 바로 그 시험으로 측정되는 CQA가 그 변수에 달려 있기 때문입니다. 이전된 공정 전체가 실제로 일관된 제품을 내놓는다는 것을 입증하는 일은 FDA 공정 검증(FDA Process Validation) 생애주기를 따르며, 이는 공정 설계(process design)(CPP와 관리 전략을 짜내는 단계 — 위의 기술 이전 꾸러미), 공정 적격성 평가(process qualification)(실제 규모 공정이 재현 가능함을 입증하는 GMP 런), 지속적 공정 확인(continued process verification)(공정이 관리 상태를 유지하도록 배치 기록서를 계속 추세화하는 일)의 세 단계로 짜여 있고, 미국 cGMP 규정(21 CFR Part 211)에 닻을 내리고 있습니다 [7]. (그 관리 한계가 의존하는 분석 시험법은 그 자체의 약전 근거를 갖습니다 — 그것들은 USP <1225> 약전 절차의 검증(Validation of Compendial Procedures) 아래에서 검증되며, 이는 공정 검증이 아니라 시험법 검증을 규율합니다.)
핵심 용어
- 규모 확대(scale-up) — 작은 플라스크뿐 아니라 훨씬 큰 용기에서도 작동하도록 공정을 다시 설계하는 일.
- 기술 이전(tech transfer) — 완성·검증된 공정 전체를 꾸려 제조 사이트가 그대로 재현하도록 넘기는 일.
- 기술 이전 꾸러미(tech transfer package) — 제조 부서에 넘기는, CPP, CQA, 관리 전략, DoE 결과, 축소 모델 데이터, 세척 검증을 담은 문서철.
- 파일럿 규모(pilot scale) — 실험실과 완전 상업 규모 사이의 중간 크기 실증 단계.
- 엔지니어링 런(engineering run) — 판매할 약을 만들려는 것이 아니라 장비와 단계를 시험하는 연습 배치.
- GMP 런(GMP run) — 현행 우수 의약품 제조관리기준 아래에서 만드는 배치로, 임상시험용을 포함한 실제 물질을 생산함.
- cGMP(현행 우수 의약품 제조관리기준) — 모든 배치가 안전하고 일관됨을 보장하는, 지속적으로 갱신되고 법적으로 강제되는 규칙.
- 전단력(shear force) — 움직이는 액체와 기포가 가하는 찢는 듯한 끌림으로, 연약한 세포를 손상시킬 수 있음. 포유류 세포는 대략 10 dynes/cm²까지 견딤.
- kLa(부피 산소 전달 속도) — 바이오리액터가 액체 속에 산소를 얼마나 빨리 녹이는지를 시간당(h⁻¹)으로 측정한 값. 기하 구조에 의존하므로 모든 규모에서 다시 측정하고 맞춰야 함.
- 경험적 정합(empirical matching) — 모든 치수를 비례적으로 키우는 대신, 규모를 가로질러 일정하게 유지할 양(흔히 kLa, 부피당 동력, 임펠러 끝단 속도)을 골라 큰 용기를 그것에 맞추는 것.
- 응집체(aggregate) — 뭉치고 잘못 접힌 항체 분자로, 스트레스를 받은 세포가 터질 때 치솟는 안전 관련 품질 특성.
- 혼합 시간(mixing time) — 용기 전체를 균일하게 섞는 데 걸리는 시간으로, 큰 탱크일수록 김.
- 유가식 배양(fed-batch culture) — 닫힌 탱크에서 영양소를 주기적으로 먹이며 키우고 마지막에 수확하는 방식으로, 기본이 되는 mAb 공정.
- 관류(perfusion) — 신선한 배지가 흘러 들어오고 제품이 흘러 나가는 동안 세포는 붙잡아 두는 연속 배양으로, 훨씬 높은 세포 밀도에 도달함.
- TFF(접선 흐름 여과) — 다 쓴 배지와 제품은 통과시키면서 세포는 관류 바이오리액터 안에 붙잡아 두는 필터.
- 핵심공정변수(critical process parameter, CPP) — 제품 품질을 지키기 위해 정해진 범위 안에 머물러야 하는 공정 설정값.
- 핵심품질특성(critical quality attribute, CQA) — 약이 안전하고 효과적이려면 정해진 한계 안에 머물러야 하는 제품 속성.
- 관리 전략(control strategy) — 각 CPP와 그것이 보호하는 CQA 사이의 문서화된 연결.
- DoE(실험 계획법) — 변수들이 어떻게 상호작용하는지 매핑하고 안전한 운전 범위를 정의하는 구조화된 실험.
- 축소 모델(scale-down model) — 대규모 공정을 더 값싸게 연구하기 위해 그것을 흉내 내도록 맞춘 작은 바이오리액터.
- 세척 검증(cleaning validation, CIP) — 정치 세척 절차가 배치 사이에 잔류물을 남기지 않음을 입증하는 것.
- 일회용(single-use) — 세척한 강철 탱크 대신 쓰는 멸균 일회용 플라스틱 장비(연결부는 여전히 검증된 무균 기법/SIP가 필요함).
- 접종원(inoculum) — 바이오리액터에 종균으로 넣는 출발 세포 묶음으로, 그 나이가 성장 재개 속도에 영향을 줌.
- 역가(titer) — 배양이 만들어 내는 항체의 농도.
- 배치 기록서(batch record) — cGMP 배치의 실시간 단계별 문서.
- 일탈(deviation) — 변수가 관리 한계를 벗어났을 때 기록·조사되는 사건.
- 데이터 그림자(data shadow) — 한 배치가 남기는 완전한 디지털 기록으로, 측정된 각 변수가 태그·타임스탬프가 붙은 데이터 포인트가 됨.
- ALCOA+ — GMP 기록이 충족해야 하는 데이터 무결성 기준: 귀속 가능·판독 가능·동시 기록·원본·정확(여기에 완전·일관·영속·가용을 더함).
- 소프트 센서(soft sensor) — 탱크가 이미 갖춘 더 값싼 탐침에서 측정이 어려운 양(예: kLa나 역가)을 예측하는 모델.
- 임상시험(clinical trial) — 약을 자원자에게 시험하는 통제된 연구.
다음 이야기
규모 확대와 기술 이전은 공장이 돌릴 수 있는 공정과, 그것을 어떻게 돌릴지 입증하는 문서철을 우리에게 줍니다. 하지만 2,000 L 탱크가 처음부터 세포로 가득 차 있지는 않습니다. 그 부피까지 한 번에 한 단계씩 더 큰 용기로 옮겨 가며 세포를 천천히 키워 올려야 합니다. 다음으로, 종균 배양(seed train)에서 우리는 해동한 바이알 하나에서 생산 준비를 마친 수십억 개 세포로 가득 찬 탱크까지, 그 세심하고 단계적인 확장을 따라갑니다.